Приёмы работы со сварочным полуавтоматом
- Категория:
- Рейтинг:5.0/1
- Просмотров3100
- Дата добавления28.07.2018
Научиться варить углекислотным полуавтоматом значительно проще, чем простым электродным. По-луавтомат не требует от вас умения зажигать дугу и поддерживать её горение.
Прежде чем начать варить, нужно подготовить полуавтомат к работе.
Подготовка сварочного полуавтомата к работе
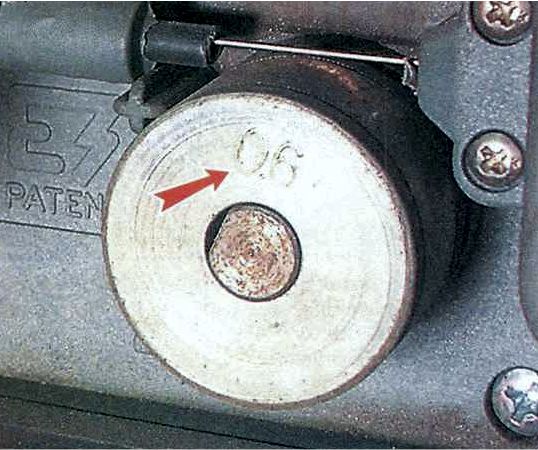
» Рисунок 1

» Рисунок 2
- Для начала необходимо «зарядить» его сварочной проволокой. В некоторых случаях производитель поставляет вместе с аппаратом небольшую бобину с проволокой. Иногда это бывает проволока для сварки без защитного газа. Мой совет — отложите её в сторону и установите в аппарат стандартную (5 кг) бобину с омеднённой проволокой диаметром 0,8 мм.
- Отведите прижимной ролик подающего механизма.
- Убедитесь, что положение подающего ролика в подающем устройстве соответствует диаметру проволоки. Здесь нужно пояснить, что на подающем ролике могут быть две разные канавки с насечкой для подачи сварочной проволоки. Клеймо с нужным вам диаметром имеется на торце ролика (Рисунок 1). Универсальный ролик имеет одну канавку для всех диаметров сварочной проволоки и не переналаживается.
- Введите проволоку в подающее устройство и далее в канал для подачи её в горелку.
- Подведите прижимной ролик. Убедитесь, что проволока находится в канавке подающего ролика.
- Убедитесь, что медный наконечник в сварочной горелке имеет отверстие, соответствующее диаметру выбранной вами проволоки, и, сняв предварительно газовое сопло, выверните его ключом или пассатижами.
- Подключите сварочный аппарат к электрической сети.
- Нажмите клавишу на рукоятке сварочной горелки. Проволока должна прийти в движение и через некоторое время выйти из канала сварочной горелки.
- Установите медный наконечник и газовое сопло.
- Отрегулируйте натяжение проволоки. Это делается вращением регулировочной гайки А (Рисунок 2), усилие затяжки которой определяет натяжение проволоки. Натяжение должно быть таким, чтобы при работе полуавтомата проволока не «осыпалась» с бобины.
- Отрегулируйте прижим проволоки, вращая круглую гайку с накаткой. Это делается для того, чтобы подающие ролики Б, В не проскальзывали и подача проволоки не прекращалась даже тогда, когда подводящий шланг газовой горелки будет изогнут и трение проволоки внутри подающего шланга возрастёт.
- Подключите редуктор к баллону с углекислым газом.
- Подключите сварочный полуавтомат к редуктору.
- Откройте вентиль газового баллона.
- Нажмите клавишу на газовой горелке и отрегулируйте по манометру расход газа равным 8—10 литров в минуту. Убедитесь, что газ поступает в горелку. При нажатии на клавишу вы услышите лёгкое «шипение» газа, выходящего из сопла. Стрелка манометра на редукторе в этот момент будет показывать расход углекислого газа в литрах в минуту.
- Проверьте полярность сварочного тока. Если вы варите с защитным газом, то «плюс» на горелке, «минус» на зажиме. Если проволока для сварки без газа, то всё наоборот. Переключение полярности производят перестановкой клемм.
Учимся сваривать металл
Если вы начинаете сварку впервые, есть смысл для начала потренироваться на кусках тонкого чистого металла толщиной 0,8 мм и более, который есть у вас под рукой. Старайтесь не использовать оцинкованный металл, так как пары цинка ядовиты. Нельзя также вести сварку на ветру — защитный газ будет выдуваться из зоны сварки, что значительно ухудшит её качество или сделает вовсе невозможной.
Сварочный ток зависит от толщины свариваемого металла и для листа толщиной 0,6-0,8 мм со¬ставляет 40-60 А.
На регуляторах тока импортных полуавтоматов вы увидите градуировки в относительных единицах, так что установить силу тока, например, 50 А вам так просто не удастся. Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы при сварке металлов той или иной толщины и в том или ином пространственном положении.
Для начала не обязательно сразу сваривать куски металла между собой. Просто попробуйте аппарат в работе, нанося сварные точки на чистый металл. Для этого наденьте свой «хамелеон» и поднесите горелку к металлу на расстояние 4—6 мм. Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3—4 секунды отпустите клавишу. Рассмотрите сварную точку. Далее возможны варианты. Их можно перечислить в следующем порядке:

- Сварочный ток мал. В этом случае расплавленный металл проволоки не растекается, как следует, а свариваемая деталь не проплавляется. У сварщиков это называется, нет «провара». В этом случае увеличиваем ток и повторяем попытку.
- Сварочный ток в норме.
- Сварочный ток велик. Сварная точка как бы «просела», а на обратной стороне металла повисла капля.
- Сварочный ток велик настолько, что в металле прожигается отверстие. Значит, ток надо убавить.
Тренируемся до тех пор, пока не будем получать красивую и правильную сварную точку.
Теги
Похожие материалы
Категории раздела
Последнее в блоге
12.06.2025, 05:07
Всё о выборе сварочной проволоки: подробное руководство для новичков
11.06.2025, 06:04
Всё о точечной сварке своими руками: подробная инструкция и советы экспертов
11.06.2025, 04:58
Как правильно сваривать металлические детали?
19.05.2025, 06:10
Профессиональные советы по сварке с использованием специальных электродов для ремонтных работ
19.05.2025, 05:03
Сварочная проволока и её особенности
19.04.2025, 05:06
Пошаговая инструкция по сварке электродами: от подготовки до завершения шва
18.04.2025, 05:06
Полезные советы начинающим сварщикам: секреты профессионального подхода
18.04.2025, 04:32
Расход электродов и экономия в процессе сварки
17.04.2025, 07:27
Что влияет на выбор сварочных электродов для разных металлов?
17.04.2025, 05:56
Как правильно хранить и использовать сварочные электроды для повышения их долговечности

