Технология газовой сварки, от основ к мастерству
- Категория:
- Рейтинг:5.0/1
- Просмотров2308
- Дата добавления19.12.2017
Cодержание статьи
Газовая сварка. Общие сведения.
Одним из видов сварочных работ плавлением является газовая сварка. Она широко применяется при изготовлении конструкций из тонкой углеродистой стали, при ремонтной сварке изделий из чугуна, при заварке дефектов в литых изделиях из черных и цветных металлов.
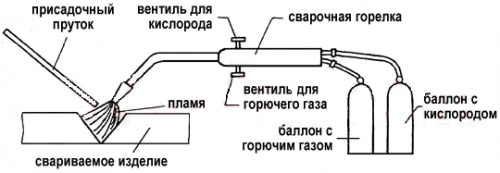
Суть газовой сварки состоит в том, что кромки деталей нагреваются до расплавленного состояния в месте соединения высокотемпературным пламенем, образующимся при сжигании смеси горючего газа и технически чистого кислорода. Зазор между кромками заливается расплавленным металлом присадочной проволоки.
Используемые газы
В качестве горючих газов для газовой сварки применяют природный газ, ацетилен, водород и пары бензина. Все эти газы хорошо горят на воздухе, но при этом не развивают высокой температуры, достаточной для сваривания и поэтому сжигаются в кислородной струе. Большой популярностью пользуется и аргонная сварка своими руками.
Наибольшей популярностью пользуется ацетилен. Он образуется при взаимодействии воды и карбида кальция. Температура пламени при его сгорании в струе кислорода достигает 3200 — 3400 °С. Ацетилен получают с помощью специальных устройств — генераторов, широко выпускаемых промышленностью.

Кислород подают из специального баллона, окрашенного в голубой или светло-синий цвет. Для обеспечения нормальной работы необходимо, чтобы кислород в сварочную горелку подавался равномерно под маленьким давлением в 3 — 4 атм. С этой целью на баллонах используется редуктор, регулирующий подачу газа.
Во время работы к горелке подводят рукава для газовой сварки (шланги) — ацетиленовый (от белого баллона или генератора) и кислородный. Кислород подают в центральный канал, его струя создает большое разрежение и засасывает ацетилен, попадающий в горелку под меньшим давлением. Оба газа смешиваются в смесительной камере горелки и через наконечник выходят наружу.
Технология сваривания газом
Выполняя газовую сварку своими руками, для того чтобы получить высококачественное сварное соединение, необходимо тщательно подготовить свариваемые кромки, выбрать способ соединения металла, установить горелку в соответствующее положение и определить необходимые параметры мощности горелки и диаметра присадочной проволоки.
Подготовка кромок
Кромки изделия очищают от окалины, масла и других загрязнений. Скос кромок выполняют ручным или пневматическим зубилом либо с помощью специальных станков. Эта операция может выполняться также механизированной или ручной кислородной резкой. Образующиеся при этом окалину и шлаки удаляют металлической щеткой или зубилом.
Перед свариванием следует выполнить прихватку кромок свариваемых деталей для предотвращения изменения их взаимного положения в течение выполняемых работ. При работах с тонким металлом и короткими швами длина прихваток должна составлять 5 — 7 мм, а расстояние между ними — 70 — 100 мм. При работе с толстым металлом и при швах значительной длины прихватки должны быть длиной 20 — 30 мм, а интервал между ними — 300 — 500 мм.
Техника сваривания газом
Производительность сварки и качество шва в значительной степени зависят от расположения горелки и направления перемещения вдоль шва. Существует два основных способа выполнения газовой сварки: левый и правый. При левом способе горелку ведут справа налево с ее перемещением над присадочным прутком, при этом пламя направляется на еще несваренные кромки и прогревает их, подготовляя к свариванию. При правом способе горелку ведут слева направо с ее перемещением перед присадочным прутком и направлением пламени на формирующийся шов.

Правым способом пользуются при сварке металла более 5 мм толщиной. Сварку вертикальных швов по направлению снизу вверх лучше выполнять левым способом. Потолочные швы удобнее варить правым способом. Сварочную ванну с целью предотвращения вытекания расплавленного металла рекомендуется формировать с небольшим перекосом.

Во время сварочного процесса мундштук горелки вместе с присадочной проволокой одновременно совершают два движения: первое — вдоль оси шва, а второе — колебательное движение поперек оси шва. Конец присадочного прутка при этом перемещается в направлении, противоположном движению мундштука.
Техника безопасности при газовой сварке
Запрещено выполнять газовую сварку в непосредственной близости от огнеопасных и легко воспламеняющихся веществ. Сваривание в котлах, резервуарах и закрытых тесных помещениях необходимо проводить с частыми перерывами и выходом на свежий воздух. В полузакрытых и закрытых помещениях удаление вредных должно проводиться местными отсосами. При сваривании в резервуарах необходимо присутствие второго рабочего — наблюдающего, находящегося снаружи.
Средства защиты — ваша безопасность
Газовая сварка и резка металлов должна выполняться с использованием специальных защитных очков, препятствующих негативному воздействию возникающих ярких лучей на кровеносную и сетчатую оболочки глаз, а также защищающих от брызг шлака и металла.

Оборудование и материалы для газовой сварки всегда должно находится в исправном состоянии. Сварочный пост для газовой сварки должен содержать в своем составе кислородный баллон, ацетиленовый генератор либо баллон с горючим газом, редукторы для уменьшения давления выходящего из баллона газа, газовые горелки для сварки и резак, набор сменных наконечников, рукава (шланги), обеспечивающие подачу горючего газа и кислорода в горелку или резак, комплект инструментов сварщика, сварочный стол, приспособления, требующиеся для сборки изделий, защитные очки и спецодежду сварщика.
Транспортировка и хранение баллонов
Газовые баллоны нужно переносить на специальных носилках или везти на тележке. Иные способы транспортировки баллонов небезопасны. Ни в коем случае баллоны не должны стучаться друг об друга либо падать при транспортировке. При перевозке баллонов на них должен быть надет защитный колпак. На месте выполнения работ хранить кислородные баллоны запрещено. Исключение составляют монтажные и строительные работы. Перемещать на небольшие расстояния их можно кантовкой с малым наклоном.

Если используется более 10 сварочных постов, то газоснабжение должно распределяться по газопроводам от ацетиленовых и кислородных станций. Ацетиленовый генератор должен быть установлен строго вертикально в хорошо вентилируемом помещении или на воздухе с температурой не ниже 5°С. Необходимо постоянно контролировать требуемый уровень воды в водном затворе. Последний во время работы должен быть исправным и включенным.
Обращение с огнем
Пламя горелки необходимо направлять в противоположную от источника питания сторону. При невозможности выполнения этого условия источник питания следует оградить с помощью металлического щита. Газопроводящие рукава во время работы должны быть расположены сбоку от сварщика. Во время перерыва пламя горелки следует потушить.
Категории раздела
Последнее в блоге
12.06.2025, 05:07
Всё о выборе сварочной проволоки: подробное руководство для новичков
11.06.2025, 06:04
Всё о точечной сварке своими руками: подробная инструкция и советы экспертов
11.06.2025, 04:58
Как правильно сваривать металлические детали?
19.05.2025, 06:10
Профессиональные советы по сварке с использованием специальных электродов для ремонтных работ
19.05.2025, 05:03
Сварочная проволока и её особенности
19.04.2025, 05:06
Пошаговая инструкция по сварке электродами: от подготовки до завершения шва
18.04.2025, 05:06
Полезные советы начинающим сварщикам: секреты профессионального подхода
18.04.2025, 04:32
Расход электродов и экономия в процессе сварки
17.04.2025, 07:27
Что влияет на выбор сварочных электродов для разных металлов?
17.04.2025, 05:56
Как правильно хранить и использовать сварочные электроды для повышения их долговечности

